Non-reverisble Edges
At John Moore, we try to give the customer every available option when it comes to the installation of replacement parts, in order to help them minimize plant stand-down time. Over the years we have listened to different customers' needs and feedback, regarding how we could improve our products as well as the service we can offer. As a result, one of the key areas where we have developed our product range, and aimed to add value for our customers, is the area of 'non-reversible' cutting edges and wear blades.
Traditionally, a wheel loader bucket will incorporate a standard, single bevel base edge, welded into the main body of the bucket . Then, in order to protect this edge, and the adjacent parts of the overall bucket body, most loader buckets are equipped with a secondary, double bevel cutting edge (sometimes referred to as a wear blade), which is then usually bolted onto the underside of the base edge.
These secondary, bolt-on cutting edges usually incorporate a bevel on both sides (as mentioned above) , so that they can be unbolted, rotated 180 degree around, and then re-bolted onto the base edge, hence the wear duration of the blade is doubled. This practice is a worthwhile option for plant operators working with reasonably soft materials, such as limestone, as it can often be several months before the edge needs to be turned, or replaced.
When a machine is working in a quarry, or other environment, where the material being handled is of significant hardness (for example granite), it can sometimes be inconvenient or impractical to reverse cutting edges, as the time duration for the blade to wear down is a lot shorter than that of a machine or bucket handling a softer material - it can be weeks rather than months in some instances! Which can mean that it is often viewed as impractical to stand a machine down while the edge is turned etc.
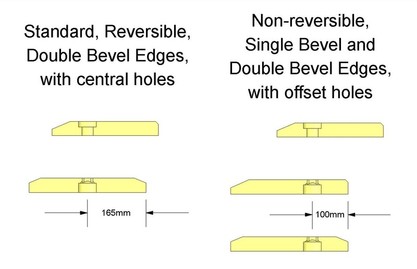
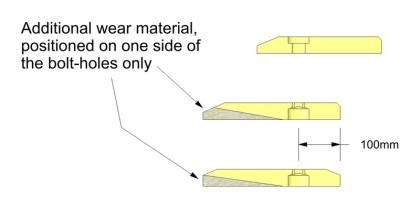
The staff at John Moore took this into consideration. The solution to the problem of frequent wear blades rotations was the manufacture edges with bolt-holes drilled closer to the back edge of the wear blade. This meant that there would be more material to receive the abrasion, at the front of the cutting edge - basically, rather than positioning wear material on either side of the bolt-holes, all the wear material is now positioned on one side of the cutting edge, meaning that the need to rotate the blade after a certain time period, is eliminated.